Rosewool Insulation Refractory Co.,Ltd.

In high-temperature industrial environments, managing heat efficiently is critical for safety, energy savings, and equipment longevity. Enter ceramic fiber modules—a versatile, high-performance insulation solution that has become a cornerstone of modern thermal management. But what exactly is their purpose? In this guide, we’ll break down their key functions, advantages over traditional materials, and where they’re most commonly used.
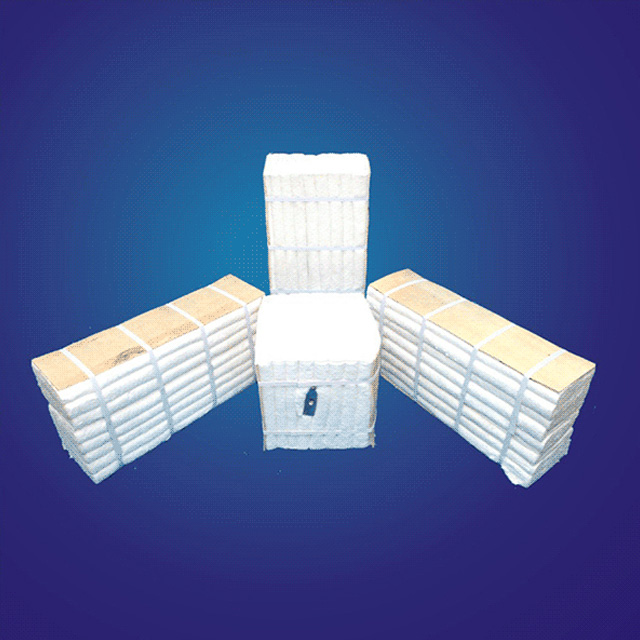
Before diving into their purpose, let’s clarify what ceramic fiber modules are. Made from high-purity alumina-silica fibers (or zirconia-enhanced blends), these modules are lightweight, flexible, and pre-formed into rigid or semi-rigid panels. They’re designed to withstand extreme temperatures (up to 1430°C/2600°F in some grades) while providing exceptional thermal insulation. Unlike bulky traditional refractory materials like bricks or castables, ceramic fiber modules are modular, easy to install, and tailored to fit complex geometries.

At their core, ceramic fiber modules serve four key purposes in industrial and commercial settings:
One of the most critical roles of ceramic fiber modules is minimizing heat transfer. In industrial furnaces, boilers, or kilns, where temperatures often exceed 1000°C, heat loss can drastically reduce efficiency and increase operational costs. Ceramic fiber modules have an ultra-low thermal conductivity (as low as 0.045 W/m·K at 1000°C), creating a barrier that keeps heat inside the system.
Extreme heat can degrade metals, concrete, and other materials over time. Ceramic fiber modules act as a protective layer, shielding equipment like furnace walls, pipes, and reactors from thermal stress, oxidation, and corrosion. Their low thermal mass also reduces the risk of thermal shock—sudden temperature changes that can crack rigid materials—ensuring longer equipment lifespan and reduced maintenance needs.
In industries like glass manufacturing, petrochemical processing, or aerospace, precise temperature control is non-negotiable. Ceramic fiber modules provide uniform thermal insulation, preventing hot spots and maintaining consistent temperatures within critical processes. For example, in a steel annealing furnace, stable temperatures ensure uniform material properties, reducing defects and rework.
Traditional refractory materials are dense and heavy, requiring thick layers to achieve adequate insulation. Ceramic fiber modules, on the other hand, are lightweight (with bulk densities as low as 96 kg/m³) and can be compressed or layered to fit tight spaces. This makes them ideal for retrofitting older equipment or designing compact new systems where space is limited—such as in small industrial ovens or automotive exhaust systems.

To understand their purpose fully, it’s helpful to compare them to alternatives like firebricks, castables, or mineral wool:
Their purpose aligns with the needs of industries that demand reliable, high-performance insulation. Key use cases include:
To fulfill their roles effectively, ceramic fiber modules are engineered with specific properties:
Ceramic fiber modules are far more than just insulation—they’re a strategic solution for energy efficiency, equipment protection, and process reliability. By minimizing heat loss, reducing maintenance, and adapting to complex geometries, they address some of the biggest challenges in high-temperature industries. Whether you’re optimizing an existing system or designing a new one, understanding their purpose helps you leverage their full potential to cut costs, enhance safety, and improve performance.